 销售热线:4006-185-708
销售热线:4006-185-708

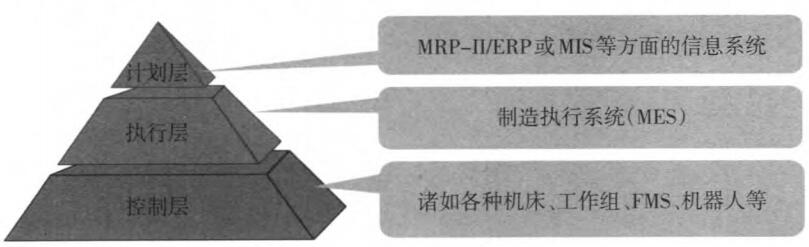
MES系统数据采集解决方案
随着智能制造技术的发展,制造执行系统(MES)应用的越来越广泛。数据采集作为MES系统的支撑,是构建MES的基石。综述了MES系统所需要的数据,论述了工业现场和数控设备常用的数据采集
| 采集方式 | 典型研究与应用 | 主要应用 | 数据类型 | 传输效率 |
| 手工方式 |
不能自动获取的数据,手工操作便得场所。 |
数字量 |
低,实时性差
|
|
| 条码方式 | 利用条码实现了在制品管理和追踪。 | 扫码读取 | 数字量 | 高 |
| RFID方式 |
利用RFID技术与MES集成改善了业务流程。 |
非接触自动识别 |
数字量 | 高 |
| 传感器 |
设计了基于ZigRee无线传感器网络监控系统。 |
温度、压力、速度、位移等物理参数 |
模拟量 | 高 |
| PLC |
以PLC为主控制器、生产线服务器参与协同控制的解决方案 |
采集生产设备数据 |
数字量 | 高 |
|
仪器仪表(DSP、采集模块、采集板卡、测量仪器)。 |
以MSP430F5438单片机为核心,设计了一种基于光电耦合器隔离的无线数据采集与控制系统。 |
自动采集:采集设备、质量数据等。 | 模拟量/数字量 | 高 |
| 应用程序接口 |
提出一种现场数据采集接口设计思路,适用于各种节拍的数据采集。 |
采集其他信息系统数据 |
数字量 | 高 |
| 采集方式 | 典型研究与应用 | 优点 | 缺点 |
| PLC信号点法 |
基于labview进行采集。 利用DSP芯片进行采集。 利用AT89S51单片机实现了数据采集。 |
不受数控系统种类限制,可对老旧设备进行采集。 |
采集信号少,接线复杂。 |
| 宏程序 |
利用宏程序实现了机床信息采集。 |
纯软件方法,不用进行硬件改造。 |
只针对能用宏程序的机床,采集数据有限。 |
| 基于DNC接口的商业软件采集方法 |
采用SinCom软件实现了是数控系统组网。 |
采集信息全面,实施简单。 |
价格昂贵,受限于服务商。 |
| 基于网络接口及OPC规范 |
基于OPC规范,机床实现了实时采集。 |
采集信息全面,解决了不同设备之间的数据不兼容问题,降低了开发成本。 |
部分机床无网口,依赖于设备供应商提供的Server,难以定制化,难为实时数据库提供缓存。 |
| 基于软件干净开发的方法 |
利用二次开发包实现了数控系统采集。 |
采集信息全面,只需要过调用其相关的功能函数就可进行数据采集。 |
只针对特定品牌的设备。 |

PLM:实现企业一体化设计、一体化采购主数据平台

金龙PLM案例:全车系产品配制管理,快速生成产品BOM与成本。

三一PLM案例:实现企业技术保累,协助企业研发过程。

一拖PLM:从源头达成零件管理

中石化PLM :全项目控制管理查看更多

正泰PLM:电器、结构、电子多专业协作平台

上柴动力PLM:产品模块化设计应用。

朝阳轮胎PLM:流程制造业PLM方案,配方与工艺管理。

皇明PLM:设计工艺制造一体化方案。

喜临门PLM:集团化应用,参数化产品BOM运算应用。

中兴汽车PLM :整车行业配制化产品管理方案。

铁科院PLM:企业研发业务,数据一元化管理

伊利PLM应用:食品行业配方与工艺管理PLM应用

中国航天二院:以PLM为中心的多系统集成应用。

徐工集团:复杂BOM的产品简化产品管理

创新精神2_2:创新是我们发展的源泉

创新精神:创新是我们发展的源泉

创新精神:创新是我们发展的源泉
创新精神:创新是我们发展的源泉

创新精神:创新是我们发展的源泉

京城重工PLM:设计工工艺制造一体化方案

中集华骏PLM:从客户需求参数化直接转化成产品BOM管理

聚光科技PLM:电子行业IPD管理模式PLM应用

舟山电力局PLM:大数据汇总管理,数据的快速转化与查询

东方电气PLM:汽轮机行业,一体化管理。
创新精神3_2:创新是我们发展的源泉
创新精神4:创新是我们发展的源泉
创新精神5:创新是我们发展的源泉
创新精神6:创新是我们发展的源泉
创新精神7:创新是我们发展的源泉

